
 VN
VN
 EN
EN
10/07/2026, 02:38
Business economics
Sectoral applications of IoT: Optimizing processes for chemicals
The IoT as regards the global chemical industry is estimated at billions in terms of potential market size as the manufacturing process embraces industrial robots and smart automation.
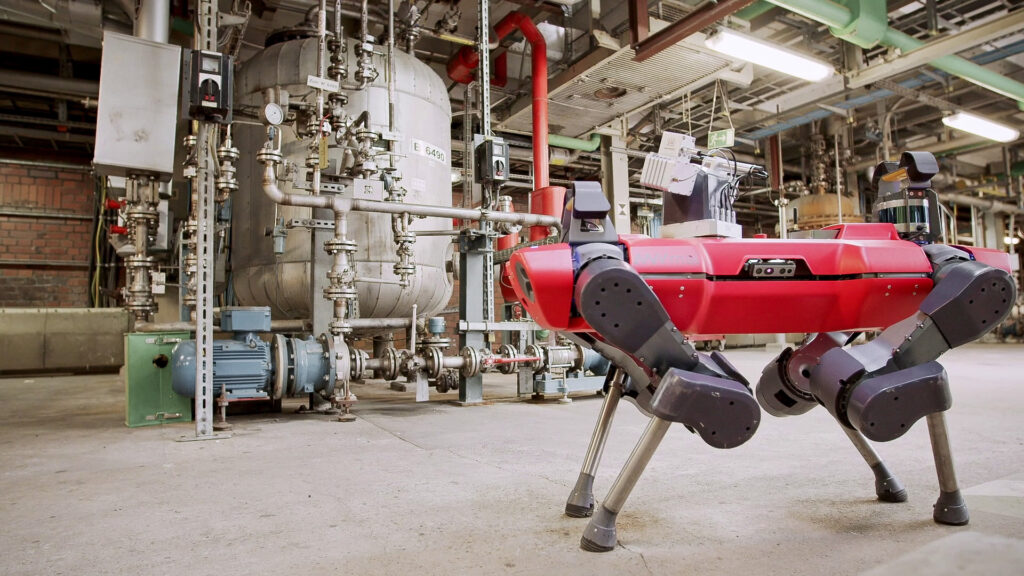
ANYmal’s pan-tilt inspection payload scans BASF’s equipment for visual, thermal, and acoustic condition monitoring and performs data analysis to indicate unusual occurrences.
>> Sectoral applications of IoT: Revolutionizing aviation
The world’s largest chemical company by sales, BASF is at the forefront of exploring the various benefits and opportunities from digitalisation and 5G within the IoT to enhance its manufacturing processes. For example, in China across its sites, the company has 90 digital projects in the pipeline, with some 40 already launched. These projects, for example, are adapted to a variety of application scenarios, according to BASF, covering augmented and mixed reality, predictive maintenance, and process optimisation by using big data.
For example, through Augmented Reality (AR), operators can use mobile devices to record production data directly on site, with reports generated automatically and, if needed, maintenance orders created automatically, saving time and process.
Another example BASF cites is using AR in coatings manufacturing, where the scanning of QR codes on raw materials and packaging with AR equipment allows operators to record the feeding of materials in addition to the sequence and the exact time of input.
A further example of smart manufacturing enabled by the IoT is the use of drones to replace manpower in daily inspections and monitoring around chemical plants, where safety is always a concern and where the drone can cover chimneys and utility tunnels and obviate the potential for workers to inhale harmful gases.
Mr. Martin Evans, Head of European Chemicals Research, HSBC Bank plc, said drones transmit images and data through a first person view (FPV) in real time back to operators who can assess the status of equipment and facilities. An infrared thermal imager mounted on a drone could also locate heat loss points or faults and send back a status report.
Another area where technology can improve the production process in mainstream manufacturing would be in predictive maintenance, where sensors capture real-time data from production facilities using big data analysis with reference to historical data, and therefore identify potential problems and predict optimal times for further maintenance, etc.
>> Sectoral applications of IoT: Technology adoption in the automotive industry
"ESG and environmental regulation also require chemical companies to monitor and report emissions data and disclose it to the public online. Investments are therefore increasing in measures to improve environmental performance, with digital tools helping this process with neural network algorithms. For example, helping to predict emissions data within 30 minutes, which would provide automatic alarm systems to help companies take preventative measures to reduce unwanted emissions", Mr. Martin Evans said.
On site communication on large chemical plants can be a challenge for digitalisation with the high cost of cabling and the potential for signal weakness between plants. When rolled out on a large scale, 5G should relieve some of this pressure. BASF, as an example, is partnering and trialling 5G projects at the Shanghai Pudong Innovation Park and Caojing site with applications such as IoT, automatic guided vehicles (AGV), intelligent inspection robots, and live video and face recognition, all supported by the large bandwidth and reliability of 5G.
Author: NGOC ANH
RECOMMENDED TOPICS







